- For those who have jobs where speed and ease of use are more important than maximum accuracy and want a chuck that is loose right from the start (No extra charge). Add the note “loose jaws” to the comments box below
- Soft (not hardened or machined) steel jaws are also available when you build your own chuck.
- For those who have jobs where speed and ease of use are more important than maximum accuracy and want a chuck that is loose right from the start (No extra charge). Add the note “loose jaws” to the comments box below
- Soft (not hardened or machined) steel jaws are also available when you build your own chuck
- For those who have jobs where speed and ease of use are more important than maximum accuracy, and want a chuck that is loose right from the start (No extra charge). Add the note “loose jaws” to the comments box below
- Soft (not hardened or machined) steel jaws are also available when you build your own chuck.
- For those who have jobs where speed and ease of use are more important than maximum accuracy and want a chuck that is loose right from the start (No extra charge). Add the note “loose jaws” to the comments box below
- Soft (not hardened or machined) steel jaws are also available when you build your own chuck.
- They can be used to hold irregularly shaped parts
- They can be used to center parts with a great deal of accuracy
- 4-jaw chucks can be used to deliberately hold a part off-center
- They can clamp stock tighter
- For those who have jobs where speed and ease of use are more important than maximum accuracy and want a chuck that is loose right from the start (No extra charge). Add the note “loose jaws” to the comments box below
- Soft (not hardened or machined) steel jaws are also available when you build your own chuck.
- Ductile plating with columnar structure
- Harder than any other nickel-based coating
- Coating uniformity that eliminates post-plate grinding (or burnishing)
- Wear properties overall superior to hard chromium
- Hardness (68-72 Rc)
- Low coefficient of friction (.044) Teflon™ is .04
- Uniform coating thickness up to .004”
- Accepts dry film lubricants
- For those who have jobs where speed and ease of use are more important than maximum accuracy and want a chuck that is loose right from the start (No extra charge). Add the note “loose jaws” to the comments box below
- Soft (not hardened or machined) steel jaws are also available when you build your own chuck.
- 1 1/4" x 1" steel dowel pin that is used to adjust the jaws during installation and to chuck up on while boring and turning the jaws
- 1 1/8" hex key for tightening the 4-40 x 3/8" jaw mounting screws
- 2 spindle or "Tommy" bars for loosening and tightening the chuck
- For those who have jobs where speed and ease of use are more important than maximum accuracy and want a chuck that is loose right from the start (No extra charge). Add the note “loose jaws” to the comments box below
- Soft (not hardened or machined) steel jaws are also available when you build your own chuck.
- They can be used to hold irregularly shaped parts.
- They can be used to center parts with a great deal of accuracy.
- 4-jaw chucks can be used to deliberately hold a part off-center.
- They can clamp stock tighter.
- For those who have jobs where speed and ease of use are more important than maximum accuracy and want a chuck that is loose right from the start (No extra charge). Add the note “loose jaws” to the comments box below
- Soft (not hardened or machined) steel jaws are also available when you build your own chuck.
- They can be used to hold irregularly shaped parts.
- They can be used to center parts with a great deal of accuracy.
- 4-jaw chucks can be used to deliberately hold a part off-center.
- They can clamp stock tighter.
- For those who have jobs where speed and ease of use are more important than maximum accuracy and want a chuck that is loose right from the start (No extra charge). Add the note “loose jaws” to the comments box below
- Soft (not hardened or machined) steel jaws are also available when you build your own chuck.
-
Inch Collets: Part numbers begin with 1160, followed by two digits representing the size in 64ths of an inch.
-
Example: P/N 116013 is 13/64"; P/N 116016 is 1/4" (16/64").
-
-
Metric Collets: Part numbers begin with 1178, followed by two digits representing the size in 0.1 mm increments.
-
Example: P/N 117813 is 1.3 mm.
-
-
Inch sizes from 1/64" to 5/16", in 64th-inch increments.
-
Metric sizes from 0.3 mm to 8.0 mm, in 0.1 mm increments.
- WW Collet Adapter*
- Drawbar & 3/8" Knockout Bar
- Set of 5 Collets: Inch set: 1/16", 1/8", 3/16", 1/4", and 5/16" Metric set: 2.0 mm, 3.0 mm, 4.0 mm, 5.0 mm, and 6.0 mm
- 1/16", 5/64", 3/32", 7/64", 1/8", 9/64", 5/32", 11/64", 3/16", 13/64", 7/32", 15/64", 1/4", 17/64", 9/32", 19/64", 5/16"
- 1.5 mm, 2.0 mm, 2.5 mm, 3.0 mm, 3.5 mm, 4.0 mm, 4.5 mm, 5.0 mm, 5.5 mm, 6.0 mm, 6.5 mm, 7.0 mm, 7.5 mm, 8.0 mm
- WW collet adapter*
- Drawbar & 3/8" Knockout Bar
- 3/4" collet pot chuck
- 1" collet pot chuck
- 2 WW collet blanks, large & small head
- 1/8" clamping pin
3.1″ ER-16 3-Jaw Chuck
For use on the ER-16 headstock only Not for use on the standard headstock that comes on all Sherline Machines
Sherline offers their 3.1" three-jaw and four-jaw self-centering chucks with a 22 x 1.5 mm threaded hole for use on Sherline's optional ER-16 spindle nose. They can also be used with certain other ER-16 spindles that use the 22 x 1.5mm thread for the collet nut.
Self-centering chucks offer a quick and convenient way to hold a workpiece while it is turned on the lathe. A chuck can also be clamped to a mill table to hold a part for milling. Sherline manufactures our own chucks to a high degree of precision on CNC machines. The jaws are ground and fitted to each chuck by skilled technicians to assure maximum accuracy. Runout is specified to be .003" or less at the chuck jaws.
NOTE: The chuck should not be used in applications where spindle speed exceeds 3000 RPM. If purchasing any of these chucks for use on a non-Sherline ER-16 spindle, confirm that the spindle nose thread is 22 x 1.5 mm before purchasing. The Sherline chuck has a collar that is machined flat at the back to seat against the face of the Sherline ER-16 spindle. This may not be compatible with some non-Sherline ER-16 collet adapters or industrial tool holders. Runout accuracy cannot be guaranteed unless used with a Sherline spindle.
Jaw Options
3.1″ 3-Jaw Wood Lathe Chuck
This chuck is identical to our P/N 1040 self-centering chuck except that it has a 1"-8 TPI thread that accommodates most wood-working lathes. Because this chuck was initially designed for machine-lathe work, its accuracy far exceeds what is necessary for general wood turning. It has a clamping range of 3/32" (2 mm) up to 1-3/16" (30 mm) diameter with the jaws in the normal position. With the jaws in the reversed position, work up to 2-1/4" (56 mm) can be gripped. The hole through the chuck is .687" (17 mm). Rotating the knurled ring closes all three jaws simultaneously to quickly grip round or hexagonal stock. Tommy bars (provided) are used in the holes in the side to tighten and loosen the chuck for more leverage.
Jaw Options
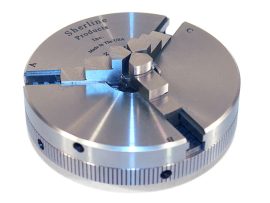
2.5″ 4-Jaw Chucks – Various Thread
Includes 2 tommy bars, not pictured
This chuck combines the ease-of-use advantages of the 3-jaw chuck with some of the advantages of a 4-jaw chuck. It will automatically center square or round stock. (The stock must be accurately shaped for all four jaws to grip.) It will also grip thin-wall tubing in four places rather than three, which spreads out the load and allows more grip without crushing the tubing.
Turning the knurled portion of the outer diameter of the chuck scrolls all four jaws in unison. Included with the chuck are two Tommy bars for tightening and loosening the chuck.
Centering accuracy on self-centering chucks is to within a few thousandths of an inch. If perfect centering accuracy is required, see the section on 4-jaw independent jaw chucks.
This chuck will hold parts from 3/32" in diameter up to 1-3/16" with jaws in the normal position and up to 2-1/4" with the jaws reversed.
Chucks for Sherline and Other LathesThe chuck is available in several spindle threads for use on Sherline (3/4-16) and other machines such as old Unimat lathes (12mm x 1mm and 14mm x 1mm). *Please note that chucks with a thread size other than 3/4" x 16 are made to order and have a lead time of 5-7 business days.
Jaw Options
3.1″ 4-Jaw Chuck
This chuck combines the ease-of-use advantages of the 3-jaw chuck with some of the advantages of a 4-jaw chuck. It will automatically center square or round stock. (The stock must be accurately shaped for all four jaws to grip.) It will also grip thin-wall tubing in four places rather than three, which spreads out the load and allows more grip without crushing the tubing.
Turning the knurled portion of the outer diameter of the chuck scrolls all four jaws in unison. Included with the chuck are two Tommy bars for tightening and loosening the chuck.
Centering accuracy on self-centering chucks is to within a few thousandths of an inch. If perfect centering accuracy is required, see the section on 4-jaw independent jaw chucks.
This chuck will hold parts from 3/32" in diameter up to 1-1/2" with jaws in the normal position and up to 2-3/4" with the jaws reversed. A smaller 2.5" diameter chuck is also available.
Chucks for Sherline and Other LathesThe chuck is available in several spindle threads for use on Sherline (3/4-16) and other machines, such as old Unimat lathes (14 mm x 1 mm). *Please note that chucks with a thread size other than 3/4″ x 16 are made to order and have a lead time of 5-7 business days.
Jaw Options
2.5″ 4-Jaw Independent Chucks – Various Thread
Includes hex key, not pictured
These chucks have four advantages over 3-jaw chucks.
This is a valuable asset when machining cams, crankshafts, and similar parts. The main disadvantage of the 4-jaw independent chuck is that the jaws must be set individually, adding considerable setup time. The jaws are reversible to accommodate larger stock.
NOTE: The independent chucks don't have Tommy bar holes like the scroll chucks because most people use the 5/32" hex wrench into one of the jaw screws to thread the chuck on and off. Our P/N 3020 5/32" Hex T-Driver works perfectly.
Like the Sherline 3-jaw chucks, the 4-jaw chucks can clamp either externally or internally. Although we recommend the 3-jaw chuck for standard lathe projects, the 4-jaw chuck is considered the accessory that could add the most versatility to your machine. If you feel the 4-jaw chuck would be more useful, and you have no need for the 3-jaw chuck, any lathe “A” package can be ordered with the 4-jaw chuck substituted for the 3-jaw upon request. A clamping groove allows the chuck to hold parts for milling.
Chucks for Sherline and Other LathesThe chuck is available in several spindle threads for use on Sherline (3/4-16) and other machines, such as old Unimat lathes (12 mm x 1 mm and 14 mm x 1 mm) or Sears 6" lathes (1/2-20). *Please note that chucks with a thread size other than 3/4″ x 16 are made to order and have a lead time of 5-7 business days.
Jaw Options

Top Jaws for Extended Laser Pin Chuck Jaws
These extended pin jaws are specifically designed for laser marking operations that require holding parts with outer diameters up to 6" (153 mm) and inner diameters as small as 0.66" (16.7 mm), using Sherline 3-jaw chucks manufactured after 2014*. Each top jaw features four holes for 3/16" hard-steel dowel pins (not included) and mounts to the master jaws using a socket head cap screw (not included).
These jaws are intended for light-duty holding only and are not suitable for machining or any application requiring more than finger-tight clamping force. They are ideal for securely holding round parts—either internally or externally—during laser marking.
Compatible with all Sherline 3-jaw chucks.
*NOTE: Chucks manufactured before 2014 require custom fitting of each jaw. You may either send your chuck to Sherline for modification or measure the width of each jaw (A, B, and C) using micrometers and submit the measurements for proper fitting.

3.1″ 4-Jaw Chuck – Electroless Nickel Coated
This chuck is identical to P/N 1076 except for an Electroless Nickel coating that has been applied to help prevent wear and corrosion. This special coating has been applied to all external and internal surfaces of the chuck (except for chuck jaws), significantly improving the life of the chuck. This chuck also opens and closes more smoothly due to the lubrication properties of Nickel-Teflon.
Some of our customers have been wondering how to tell the difference between our standard chucks and those that have the Electroless Nickel coating. Standard chucks have darker markings than the coated chucks (See Figure 1. Click on photo to view a larger image).
[caption id="attachment_4231" align="aligncenter" width="300"] Figure 1—Examples: (Left) 1040 3-Jaw Chuck (3.1″), (Right) 1040C Electroless Nickel Coated 3-Jaw Chuck (3.1″).[/caption]
Figure 1—Examples: (Left) 1040 3-Jaw Chuck (3.1″), (Right) 1040C Electroless Nickel Coated 3-Jaw Chuck (3.1″).[/caption]
Here, at Sherline Products, each of our chucks is laser engraved with a company mark, chuck size, and jaw location. During the laser marking process the laser removes a bit of the surface and darkens the material below (Figure 1, left). When chucks are sent out to receive the Nickel-Teflon finish the coating process changes the dark engraved markings to a noticeably lighter finish (Figure 1, right).
There is also a subtle change in the color of the chuck, but in the absence of being able to compare them side by side, the most evident way to tell whether you have a coated chuck, or not, is to check the color of the laser markings.

3.1″ 4-Jaw Chuck with Pie Jaws
Includes a steel dowel pin, hex key, and 2 tommy bars, not pictured.
This chuck features a Electroless Nickel coated chuck body for durability and rust resistance.
Included with the chuck and jaws:Because the jaws are meant to be bored to size for particular jobs, eventually they will need to be replaced. The replacement set P/N 1143-4P can be installed on your existing 1076C Electroless Nickel coated chuck body and master jaws. They are NOT intended for use on the standard 1076 chuck body.
NOTE: These jaws are designed to be used ONLY on our Electroless Nickel coated chuck P/N 1076C, and master jaws are custom fitted to each body, so master jaws (11445-P) are not available for purchase separately.
Why pie-shaped jaws?First developed by watch and clock makers, chucks with pie-shaped jaws offer two main advantages. Boring the unhardened jaws to hold a particular diameter part means that instead of gripping the part at only three or four tiny contact points, they grip the part all the way around its diameter. This increased gripping area allows for much less clamping pressure and less chance of deforming a gear or other delicate part held in the chuck. In addition, because the face is bored to an exact and consistent depth, placing additional parts in the chuck for turning or milling means each part surface is held at exactly the same depth as the previous parts, saving setup time.
Use on ornamental turning lathesWe decided to make pie jaws for our four-jaw self-centering chuck after a request by David Lindow, the owner of Lindow Machine Works, Maker of Modern Rose Engine Lathes, (https://lindowmachineworks.com/lindow-rose-engine-menu/). Ornamental turners need a chuck that can firmly grip wooden stock without damaging the surface. In addition to David’s request, we had also received several requests from our horological customers who were looking for a chuck similar to the Swiss-made watchmaker's scroll chuck. We designed our pie jaws in both form and function after the Swiss chucks.
How to Distinguish between Standard Chucks and Coated ChucksSome of our customers have been wondering how to tell the difference between our standard chucks and those that have the Electroless Nickel coating. Standard chucks have darker markings than the coated chucks (See Figure 1. Click on photo to view a larger image).
[caption id="attachment_4231" align="aligncenter" width="300"] Figure 1—Examples: (Left) 1040 3-Jaw Chuck (3.1″), (Right) 1040C Electroless Nickel Coated 3-Jaw Chuck (3.1″).[/caption]
Here, at Sherline Products, each of our chucks is laser engraved with a company mark, chuck size, and jaw location. During the laser marking process the laser removes a bit of the surface and darkens the material below (Figure 1, left). When chucks are sent out to receive the Nickel-Teflon finish the coating process changes the dark engraved markings to a noticeably lighter finish (Figure 1, right).
There is also a subtle change in the color of the chuck, but in the absence of being able to compare them side by side, the most evident way to tell whether you have a coated chuck, or not, is to check the color of the laser markings.
3.1″ 4-Jaw Chuck – ER-16
For use on the ER-16 headstock only Not for use on the standard headstock that comes on all Sherline Machines
Sherline offers their 3.1" 4-jaw self-centering chucks with a 22 x 1.5 mm threaded hole for use on Sherline's optional ER-16 spindle nose. They can also be used with certain other ER-16 spindles that use the 22 x 1.5mm thread for the collet nut.
Self-centering chucks offer a quick and convenient way to hold a work piece while it is turned on the lathe. A chuck can also be clamped to a mill table to hold a part for milling. Sherline manufactures our own chucks to a high degree of precision on CNC machines. The jaws are ground and fitted to each chuck by skilled technicians to assure maximum accuracy. Runout is specified to be .003" or less at the chuck jaws.
NOTE: The chuck should not be used in applications where spindle speed exceeds 3000 RPM. If purchasing any of these chucks for use on a non-Sherline ER-16 spindle, confirm that the spindle nose thread is 22 x 1.5 mm before purchasing. The Sherline chuck has a collar that is machined flat at the back to seat against the face of the Sherline ER-16 spindle. This may not be compatible with some non-Sherline ER-16 collet adapters or industrial tool holders. Runout accuracy cannot be guaranteed unless used with a Sherline spindle.
Jaw Options
3.1″ 4-Jaw Independent Chuck – 3/4-16 Thread
Includes hex key, not pictured
These chucks have four advantages over 3-jaw chucks.
This is a valuable asset when machining cams, crankshafts and similar parts. The main disadvantage of the 4-jaw independent chuck is that the jaws must be set individually, adding considerable setup time. The jaws are reversible to accommodate larger stock.
NOTE: The independent chucks don't have Tommy bar holes like the scroll chucks because most people use the 5/32" hex wrench into one of the jaw screws to thread the chuck on and off. Our P/N 3020 5/32" Hex T-Driver works perfectly.Like the Sherline 3-jaw chucks, the 4-jaw chucks can be used to clamp either externally or internally. Although we recommend the 3-jaw chuck for standard lathe projects, the 4-jaw chuck is considered the accessory that could add the most versatility to your machine. A clamping groove allows the chuck to hold parts for milling.
Jaw Options
3.1″ 4-Jaw Independent Chuck – ER-16 Thread
For use on the ER-16 headstock only Not for use on the standard headstock that comes on all Sherline Machines
Sherline offers their 3.1″ 4-jaw self-centering chucks with a 22 x 1.5 mm threaded hole for use on Sherline’s optional ER-16 spindle nose. They can also be used with certain other ER-16 spindles that use the 22 x 1.5mm thread for the collet nut.These chucks have four advantages over 3-jaw chucks.
This is a valuable asset when machining cams, crankshafts and similar parts. The main disadvantage of the 4-jaw independent chuck is that the jaws must be set individually, adding considerable setup time. The jaws are reversible to accommodate larger stock.
NOTE: The independent chucks don't have Tommy bar holes like the scroll chucks because most people use the 5/32" hex wrench into one of the jaw screws to thread the chuck on and off. Our P/N 3020 5/32" Hex T-Driver works perfectly.Like the Sherline 3-jaw chucks, the 4-jaw chucks can be used to clamp either externally or internally. Although we recommend the 3-jaw chuck for standard lathe projects, the 4-jaw chuck is considered the accessory that could add the most versatility to your machine. If you feel the 4-jaw chuck would be more useful, and you have no need for the 3-jaw chuck, any lathe “A” package can be ordered with the 4-jaw chuck substituted for the 3-jaw upon request. A clamping groove allows the chuck to hold parts for milling.
Jaw Options
3/8″ Drill Chuck with #1 Morse Arbor
This chuck includes a #1 Morse arbor and drawbolt so that it can be mounted in the headstock of the lathe or mill. It will hold drills from 3/32" (2.4 mm) to 3/8" (9.5 mm) in diameter. If runout of less than .003″ amount is required, collets should be used to hold the drill rather than a chuck.
NOTE: Because of its longer length and ability to hold longer 3/8" drills, this chuck is normally recommended for use on the longer 4400-series benchtop lathes.

3/8″ Drill Chuck with Two Arbors
This chuck includes a #0 Morse arbor for use in the tailstock for center drilling and a #1 Morse arbor for use in the headstock. It will hold drills from 3/32" (2.4 mm) to 3/8" (9.5 mm) in diameter. Runout is .003" or less. If runout of less than this amount is required, collets should be used to hold the drill rather than a chuck.
NOTE: Because of its longer length and ability to hold longer 3/8" drills, this chuck is normally recommended for use on the longer 4400-series benchtop lathes.

5/32″ 0JT Chuck with #0 Morse adjustable back
The 5/32" 0JT chuck with adjustable backplate brings a new level of centering accuracy to the 5/32" chuck. Extremely tiny drill bits require perfect centering or they are easily broken. By adjusting the front plate in relation to the rear plate which is mounted in the tailstock, perfect centering with the headstock can be achieved. This means your tiny drills hit the exact center of your part every time and do not break due to misalignment. This chuck can easily pay for itself in less broken bits in a short time.
NOTE: If you already have a P/N 1015 5/32" chuck, you can purchase just the backing plate which is P/N 1204. The 0JT arbor that is pressed into the back of the chuck can be tapped out and the chuck can be pressed onto the arbor of P/N 1204. If you have the P/N 1010 chuck (#1 MT back) and intend to change back and forth on a regular basis, we recommend you purchase the P/N 1016 chuck separately to avoid constantly pressing the chuck onto and off of the tapered back.

5/32″ Drill Chuck with #0 Morse Arbor
These chucks are useful for holding very small drills and their shorter length provides an increase of about 1/2" in working space between centers compared to the 1/4" drill chuck. A #0 Morse arbor has been pressed into the Jacobs taper in the back of the chuck. It is used in the tailstock and does not require a drawbolt.
Runout, as specified by the manufacturer, is .004" or less but we try to maintain .003" or less in our testing process. If runout of less than .003" amount is required, collets should be used to hold the drill rather than a chuck.
NOTE: Because the arbor is pressed into the chuck, it is not interchangeable from chuck to chuck. A separate chuck must be purchased for #0 and #1 Morse use.

5/32″ Drill Chuck with #1 Morse Arbor
These chucks are designated “0JT” which stands for “Zero Jacobs Taper,” because it comes with a #0 Jacobs tapered hole in the back. Into that, we have pressed a special arbor that provides a #1 Morse taper to fit into the Sherline headstock. A chuck key plus a drawbolt and washer are included to secure the chuck in position.
These chucks are useful for holding very small drills and their shorter length provides an increase of about 1/2" in working space between centers compared to the 1/4" drill chuck.
Runout, as specified by the manufacturer, is .004" or less but we try to maintain .003" or less in our testing process. If runout of less than .003" amount is required, collets should be used to hold the drill rather than a chuck.
NOTE: Because the arbor is pressed into the chuck, it is not interchangeable from chuck to chuck. A separate chuck must be purchased for #0 and #1 Morse use.


5C 3″ 4-Jaw Independent Chuck
Note: 5C collets are commonly used with full-size machines. This chuck is designed for use on full-size equipment, like those in our shop, and is not compatible with Sherline lathes.

5C 4″ 4-Jaw Independent Chuck


Chuck Adapters for Rotary Table
About the Rotary Table Chuck Adapters You can attach a 1/4″ or 3/8″ drill chuck, an older Unimat chuck with 12 x 1 mm or 14 x 1 mm threads, or a 1/2-20 Sears chuck to your Sherline rotary table. … Continued

Individual WW Collets
Collets offer a fast and accurate way to mount cylindrical parts or bar stock in a lathe. Each collet functions like a miniature precision 3-jaw chuck and fits into a tapered adapter mounted in the headstock. A drawbar passes through the headstock and threads into the rear of the collet, pulling it into the adapter. This action causes the collet jaws to close and securely grip the workpiece. Collets are known for their exceptional centering accuracy, but each collet size accommodates only a limited diameter range—typically ±.001" (0.02 mm).
WW Collets vs. Milling Collets
Unlike milling collets, WW collets feature a through-hole, allowing material to pass completely through both the collet and drawbar. The maximum diameter stock that can pass through is 3/16" (4.5 mm), although WW collets are available in sizes up to 5/16" (8.0 mm). Collets larger than the through-hole capacity are sometimes referred to as “pot chucks,” as they are only bored to a depth of approximately .260".
Collet Accuracy
Sherline WW collets are precision-made and have a maximum runout of .002" or less. When the WW collet adapter is properly trued as recommended in the instructions, runout is minimized, providing optimal accuracy. Pot chucks (collets larger than 3/16" or 4.5 mm) are not bored through and may exhibit increased runout if your part extends far beyond the front of the collet.
Logical Part Numbering
Sherline collets are organized by size for easy identification:
Compatibility and Specifications
Sherline WW collets are manufactured in-house to standard WW specifications but are not hardened. The shank diameter is .312–.313", and the thread is .275-40. While some third-party WW collets may not fit properly, Sherline offers an optional .315" adapter and drawbar set (P/N 1163) to accommodate select 8 mm collets from other manufacturers.
Available Sizes
Sherline WW collets are offered in:
Special inch sizes up to .320" can be custom ordered with approximately a 3-week lead time. Please contact us for details.
Quck Order
If you are ordering a lot of different size collets please use the quick order table below to make it easier!


WW Collet Sets
Collets provide a quick, easy method of mounting cylindrical parts or bar stock in the lathe with a great deal of centering accuracy. Each collet is actually a small, precision 3-jaw chuck that fits into a special tapered adapter in the headstock. A drawbar that passes through the headstock and threads into the backside of the collet is used to draw the collet up into the tapered adapter. The adapter causes the jaws of the collet to close down, gripping the part to be machined. Typically, collets provide a very accurate part mounting system, but each size collet can accommodate only a small range of diameters of approximately ±.001" (.02mm).
WW collets differ from milling collets in that they have a hole all the way through the collet and drawbar. The maximum diameter stock that can pass entirely through the collet is 3/16" or 4.5mm. The WW collets that are larger than this diameter are sometimes referred to as "pot" chucks.The Sherline WW collet set includes a WW style collet taper adapter, a drawbar, and a set of five WW collets. These collets are manufactured by Sherline and are built to standard WW specifications; however, we have come across collets that are called WW and will not fit our drawbar and adapter. Be sure to check WW collets made by other manufacturers to be sure they fit our adapter before you purchase them. Sherline manufactures a slightly larger .315" adapter and drawbar set that will accommodate some of these other brands.
Collet AccuracyThese collets have a maximum runout of .002" or less. If the WW collet adapter is trued in as suggested in the instructions, it will run dead true. This will allow the collet runout to be at its best. Collet sizes above 3/16" (4.5mm), considered pot chucks, are not bored through. They are only bored .260" deep and depending on your setup and length of the part, you may experience greater runout further away from the front of the collet.
5-piece collet set includes:Other Collet Sets
Sherline also offers sets that include a wider selection of collets. It includes 17-inch size collets from 1/16 to 5/16", while the metric set includes 14 metric collets from 1.5 mm to 8.0 mm. These sets come in an oak box with a divider that has extra holes for more collets should you add them later. It also includes a drawbar, a collet adapter, knockout bar, two collet pot chucks, and a collet blank.
The largest set we offer includes 78 collets from 0.3 mm to 8.0 mm by 0.1 mm increments. This comes in an oak box with 96 holes in case you add some inch sizes but does not include the adapter, drawbar or other accessory items in the sets described above.

Deluxe WW Collet Sets
This set contains a complete selection of 17 (14 for the metric set) Sherline WW collets, including a blank, 3/4" and 1" pot chucks with dowel pin, an adapter, drawbar, and a knockout bar. It comes in a high-quality wood box constructed with finger joint corners that has a brass latch and hinges. A machined wood insert locates each part, plus a drawing in the lid reminds you where each piece goes to keep things organized. Extra holes are provided should you want to add additional collets to suit your particular needs. This set is a handsome and useful package for the serious miniature machinist.
Inch Collet Sizes:These collets have a maximum runout of .002" or less. If the WW collet adapter is trued in as suggested in the instructions, it will run dead true. This will allow the collet runout to be at its best. Collet sizes above 3/16" (4.5mm), considered pot chucks, are not bored through. They are only bored .260" deep and depending on your setup and length of the part, you may experience greater runout further away from the front of the collet.
Each set includes:*NOTE: Our WW collet adapter does not have a keyway pin for the collets. Our customers have been using our WW collets on our lathes without a key pin for over forty years without any problems.
REPLACEMENT INSERT CARDS: If you have damaged or lost your insert card, you can download a new one from the Instructions tab above. Then print it out, cut it to size using the crop mark guides, and insert it back into the box lid.

Complete Metric WW Collet Set
The Sherline metric WW collet set contains 77 collets sized from 0.3 mm to 8.0 mm by 0.1 mm increments plus a blank collet that can be made into any size collet by the user. It comes in a finely finished hardwood box with 96 holes, leaving room for other collets should you have extras or inch sizes to store.
Collet AccuracyThese collets have a maximum runout of .002" or less. If the WW collet adapter is trued in as suggested in the instructions, it will run dead true. This will allow the collet runout to be at its best. Collet sizes above 3/16" (4.5mm), considered pot chucks, are not bored through. They are only bored .260" deep and depending on your setup and length of the part, you may experience greater runout further away from the front of the collet.
Sherline manufactures these collets to standard WW specifications; however, we have come across collets that are called WW and will not fit our drawbar and adapter. Be sure to check WW collets made by other manufacturers to be sure they fit our adapter before purchasing them. Sherline manufactures a slightly larger .315" adapter and drawbar set that will accommodate some of these other brands.

ER Collet-to-Sherline Chuck Arbor



Mill Collet Set
Sherline milling collets are specifically designed for use with the Morse #1 internal taper, which is standard on both the Sherline lathe and vertical mill. Due to the shallow angle of the Morse #1 taper, tightening the drawbolt results in significantly greater clamping force compared to WW collets. For this reason, we recommend using these milling collets to securely hold miniature end mills (with 3/16" or 1/4" shanks), #1 and smaller center drills, Dremel® bits (1/8" shank), and a variety of other small cutters.
Inch Mill Collet Set: 1/8", 3/16", 1/4"
Metric Mill Collet Set: 3 mm, 4 mm, 6 mm
Note: Tools held in these collets must have a shank diameter within .001" of the stated size. Because of the shallow taper, the collet will remain tight in the spindle even after loosening the drawbolt. To release it, back the drawbolt out a few turns and tap it lightly to free the collet.
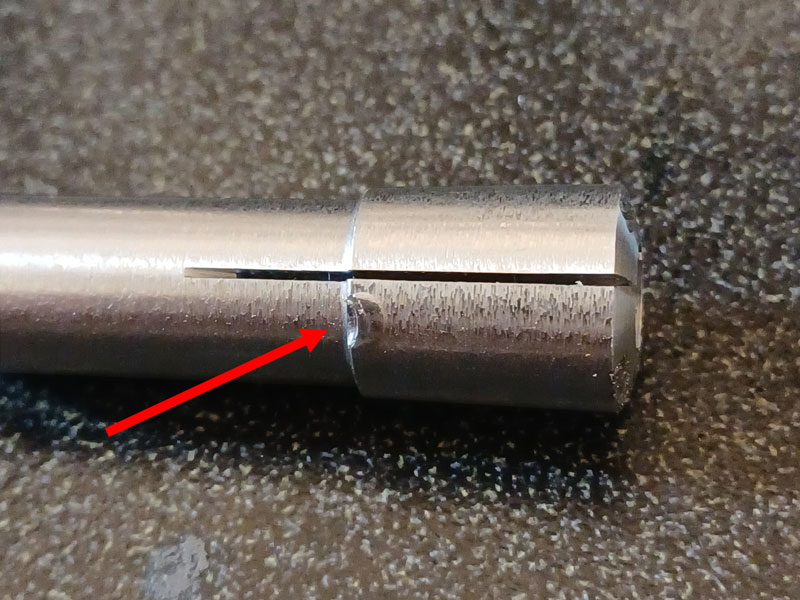
⚠️ CAUTION: When tightening the collet drawbolt with a Tommy bar, be careful not to insert the bar too far into the spindle. Doing so can damage the collet’s taper area. The red arrow in the image below shows an example of this type of damage.