|
|
Always wear safety glasses when operating machine tools. |


Download PDF Carbide Tip Tools Instructions

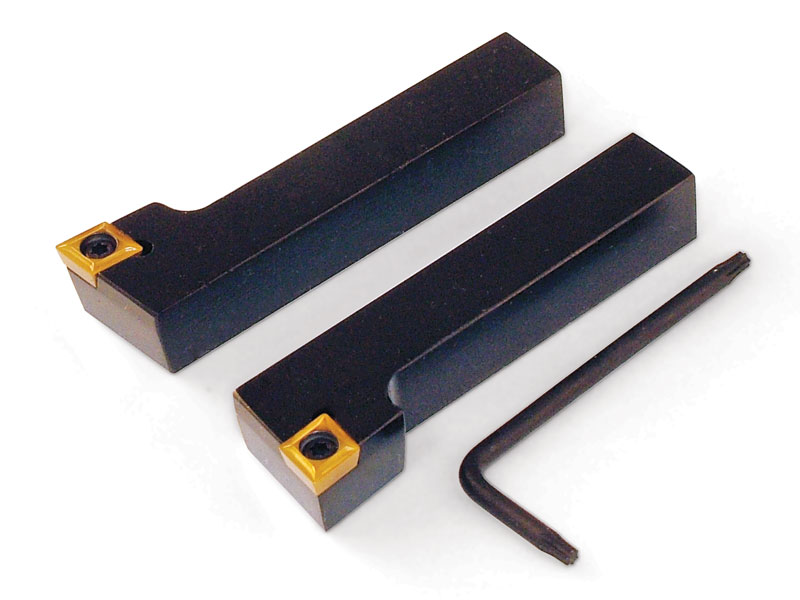
Image shown is a representation only. Actual product may vary.
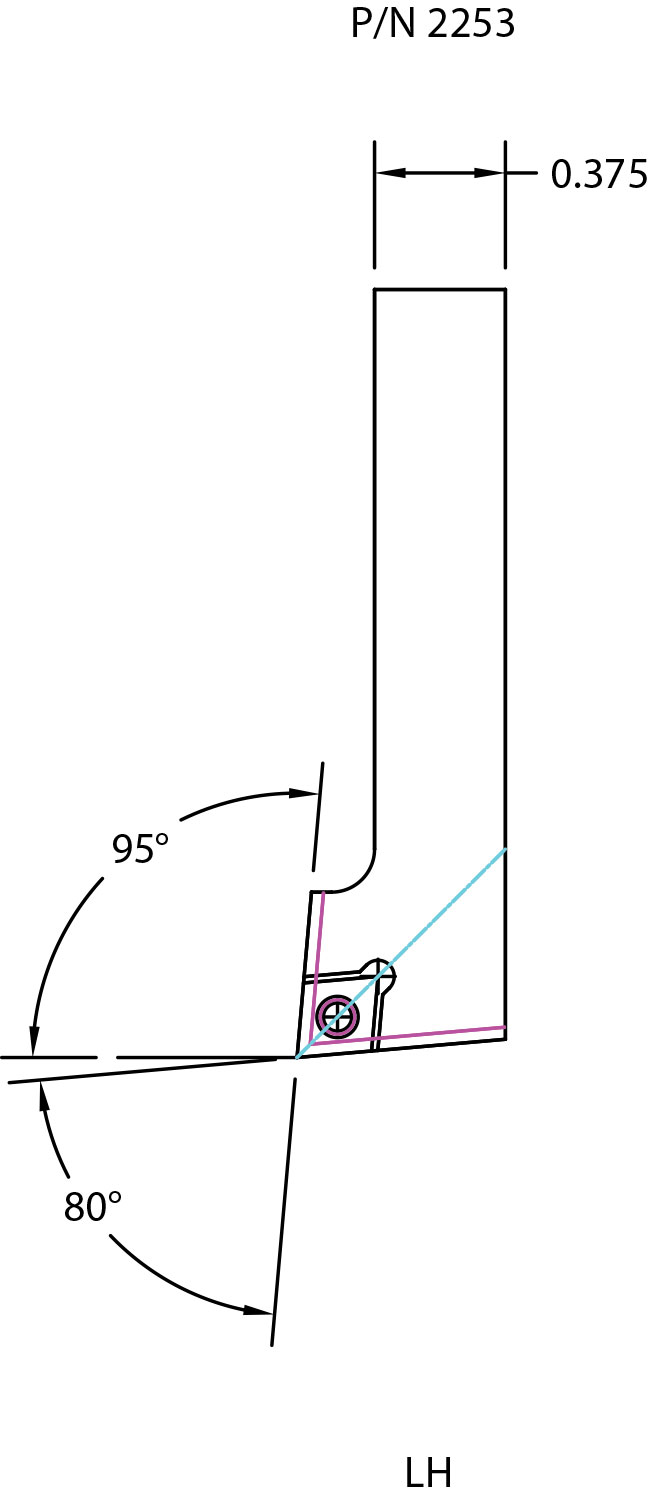
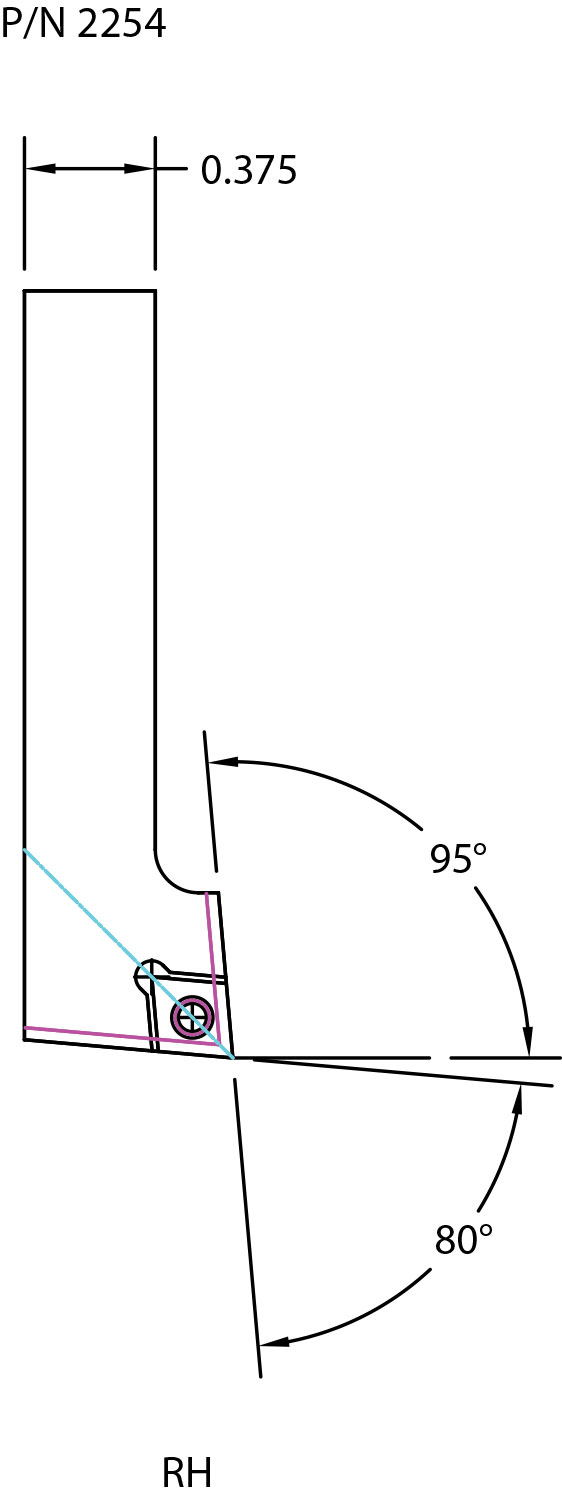
These holders are available individually in right-hand and left-hand configurations, or as a matched pair. Each includes an 80° carbide insert, a hold-down screw, and a Torx® key for installation.
3/8″ square shank, compatible with standard 3/8″ insert tool posts
5° offset angle provides better tool clearance for complex operations
Tip height is 0.375″ from the base, meeting industry standards
Constructed from case-hardened steel with a durable black oxide finish
80° inserts are ideal for roughing cuts
55° insert holders are also available for sharper corner access
For example, when the holder is squared with the crosslide, it allows you to turn an O.D. up to a shoulder, then finish the shoulder by backing the tool out—while maintaining proper clearance throughout the cut.
Although more expensive than high-speed steel (HSS), carbide inserts offer key benefits:
Each insert can be rotated 180°, giving you two cutting edges per insert
Maintain a sharp edge when cutting exotic alloys or abrasive materials
Enable faster cutting speeds and improved surface finishes
While HSS tools are ideal for general use due to their affordability and ease of resharpening, carbide tools are essential for challenging jobs, which is why they’re widely used in professional machine shops.
Note: Tool orientation is based on the direction of chip flow. A right-hand tool has its cutting edge on the left, with chips exiting to the right.
Chip Breaker Update: The previously used straight-groove chip breaker is no longer available. Current inserts now come with the improved spider web-style chip breaker, as shown in the updated product images.
-
|
|
Always wear safety glasses when operating machine tools. |
Download PDF Carbide Tip Tools Instructions
| Insert Holder Material | Case Hardened Steel |
|---|---|
| Body Coating | Black Oxide |
| Insert Material | Carbide |

These tool holders are available individually in right-hand or left-hand configurations, or as a matched pair. Each holder includes a 55° carbide insert, a hold-down screw, and a Torx® key for installation. Designed with a 3/8" square shank, they fit standard 3/8" tool posts, and the insert tip is precisely 0.375" from the base of the holder—an industry-standard dimension.
The 5° offset angle of the cutting tip provides added versatility for certain operations. For example, when the holder is squared with the crosslide, it allows you to turn an outside diameter (O.D.) up to a shoulder and then finish the shoulder by backing the tool out—while maintaining proper tool clearance.
Constructed from case-hardened steel with a durable black oxide finish, these holders are built for long-lasting performance.
Although carbide insert tools are more costly than high-speed steel (HSS) tools, they offer an advantage: when the cutting edge becomes dull or chipped, you can simply rotate the insert 180° to use the second edge—essentially giving you two tools in one.
While HSS tools remain the primary choice for miniature machining due to their low cost, resharpenability, and adaptability for custom form tools, carbide insert tools are invaluable for specific applications. They maintain a sharp edge when cutting hard or abrasive materials, reduce tool wear, and allow for faster machining—reasons why they're widely used in professional machine shops.
Note: Tool orientation is named by the direction the chip exits the tool. A right-hand tool has its cutting edge on the left, and the chip peels off to the right.
Updated Note: The previously used straight-groove chip breaker insert shown in some images is no longer available. All current inserts now come with the spider web-style chip breaker as shown here.

While carbide inserts may have a higher upfront cost, they offer excellent value by providing four usable cutting edges per insert and significantly reducing time spent on tool sharpening.
Carbide cutters excel at machining difficult materials such as cold-rolled steel, stainless steel, and bronze, delivering consistent performance and long tool life. They are also compatible with aluminum, brass, and leaded steels—though for these softer materials, a finely honed high-speed steel tool may still yield the best surface finish.
This is the 10-pack of replacement carbide inserts for the following tool holders:
While carbide inserts may have a higher upfront cost, they offer excellent value by providing four usable cutting edges per insert and significantly reducing time spent on tool sharpening.
Carbide cutters excel at machining difficult materials such as cold-rolled steel, stainless steel, and bronze, delivering consistent performance and long tool life. They are also compatible with aluminum, brass, and leaded steels—though for these softer materials, a finely honed high-speed steel tool may still yield the best surface finish.
This is the 10-pack of replacement carbide inserts for the following tool holders:

These 3/8" diameter boring bars hold a carbide insert secured with a Torx screw. Each comes with either a 2-sided 55° or 80° carbide insert and Torx wrench. The 55° LH boring tool will fit into a 3/4" starting hole. The 80° holder will fit into a smaller 1/2" hole. The 80° holder offers a little more strength for roughing cuts while the 55° insert will cut into sharper corners. The 3-1/4" long holder can bore a hole a little over 2" deep with two fastening screws tightened on it. The holders are made from 1144 Stress-proof steel with a black oxide finish. Available individually.
These LH boring bars are not intended to be used for boring on a standard Sherline lathe, as the spindle is not reversible without electronic modifications. They were developed for a Sherline tool that is now in development where they will be used as a turning tool from the backside with the bit upside down. Watch for the introduction of this new “chucker” lathe soon.
Though relatively expensive, if a cutting edge of a carbide insert becomes dull or chipped, the insert can be removed and rotated 180° to expose two new cutting surfaces, providing, in effect, two tools for the price of one.
The primary method of cutting metal on miniature machine tools is usually with high-speed steel tools as they are inexpensive, easily resharpened and can be ground into "form" tools for special jobs. However, inserted tip carbide tools can be lifesavers for some jobs. Though more expensive and not able to be resharpened, carbide tools hold their cutting edge when cutting exotic metals like stainless steel or titanium or abrasive materials like carbon fiber and can speed up the cutting process. This is why they are used for most cutting tasks in the modern professional machine shop.
NOTE: A tool is named by the direction from which the chip leaves the tool; so a right-hand tool has its cutting edge on the left and the chip peels off to the right.