|
|
Always wear safety glasses when operating machine tools. |



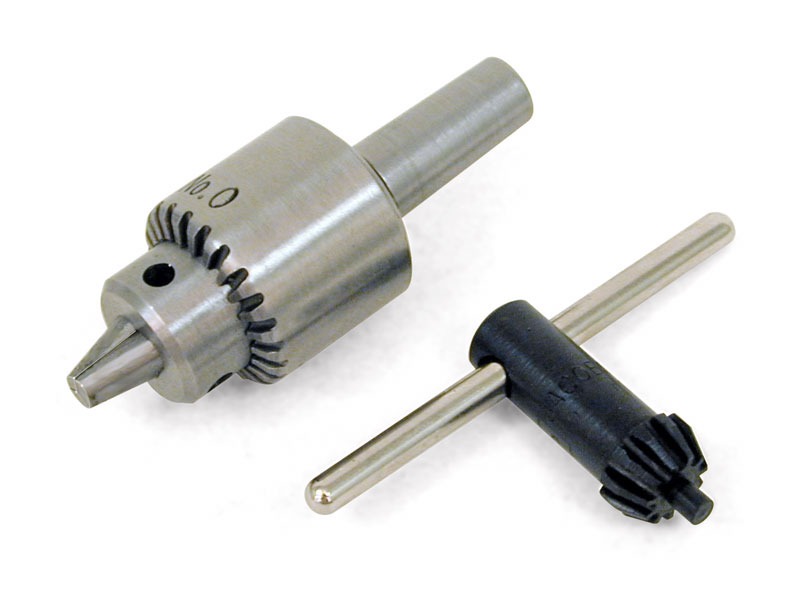
Image shown is a representation only. Actual product may vary.
These chucks are useful for holding very small drills and their shorter length provides an increase of about 1/2″ in working space between centers compared to the 1/4″ drill chuck. A #0 Morse arbor has been pressed into the Jacobs taper in the back of the chuck. It is used in the tailstock and does not require a drawbolt.
Runout, as specified by the manufacturer, is .004″ or less but we try to maintain .003″ or less in our testing process. If runout of less than .003″ amount is required, collets should be used to hold the drill rather than a chuck.
NOTE: Because the arbor is pressed into the chuck, it is not interchangeable from chuck to chuck. A separate chuck must be purchased for #0 and #1 Morse use.
-
|
|
Always wear safety glasses when operating machine tools. |
P/N 1015 |
||
|---|---|---|
| Chuck Capacity | #80 (.0135″ or .34 mm) – 5/32″ (4 mm) | |
| Arbor | #0 Morse for tailstock | |
| Runout | .003″ or less | |
| Includes | chuck key |

These chucks are designated “0JT” which stands for “Zero Jacobs Taper,” because it comes with a #0 Jacobs tapered hole in the back. Into that, we have pressed a special arbor that provides a #1 Morse taper to fit into the Sherline headstock. A chuck key plus a drawbolt and washer are included to secure the chuck in position.
These chucks are useful for holding very small drills and their shorter length provides an increase of about 1/2" in working space between centers compared to the 1/4" drill chuck.
Runout, as specified by the manufacturer, is .004" or less but we try to maintain .003" or less in our testing process. If runout of less than .003" amount is required, collets should be used to hold the drill rather than a chuck.
NOTE: Because the arbor is pressed into the chuck, it is not interchangeable from chuck to chuck. A separate chuck must be purchased for #0 and #1 Morse use.

This chuck includes a #1 Morse arbor and drawbolt so that it can be mounted in the headstock of the lathe or mill. It will hold drills from 3/32" (2.4 mm) to 3/8" (9.5 mm) in diameter. If runout of less than .003″ amount is required, collets should be used to hold the drill rather than a chuck.
NOTE: Because of its longer length and ability to hold longer 3/8" drills, this chuck is normally recommended for use on the longer 4400-series benchtop lathes.

Sherline milling collets are specifically designed for use with the Morse #1 internal taper, which is standard on both the Sherline lathe and vertical mill. Due to the shallow angle of the Morse #1 taper, tightening the drawbolt results in significantly greater clamping force compared to WW collets. For this reason, we recommend using these milling collets to securely hold miniature end mills (with 3/16" or 1/4" shanks), #1 and smaller center drills, Dremel® bits (1/8" shank), and a variety of other small cutters.
Inch Mill Collet Set: 1/8", 3/16", 1/4"
Metric Mill Collet Set: 3 mm, 4 mm, 6 mm
Note: Tools held in these collets must have a shank diameter within .001" of the stated size. Because of the shallow taper, the collet will remain tight in the spindle even after loosening the drawbolt. To release it, back the drawbolt out a few turns and tap it lightly to free the collet.
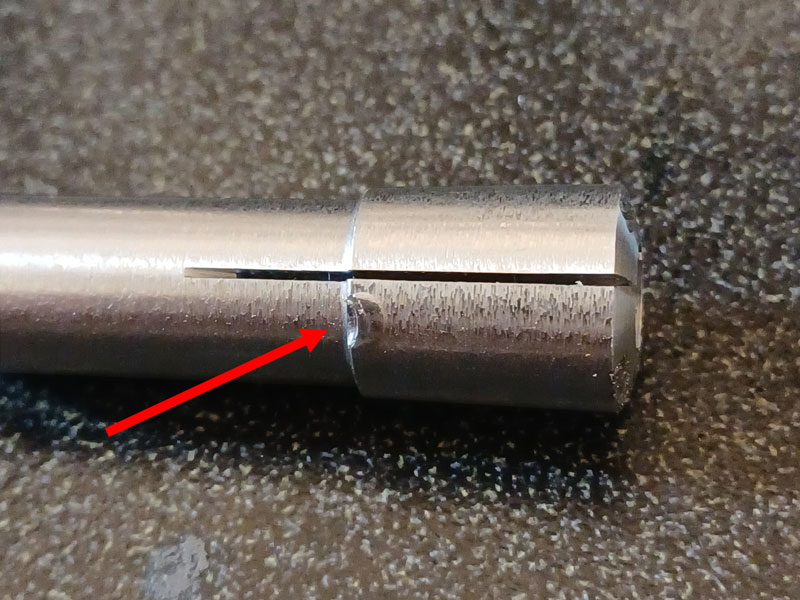
⚠️ CAUTION: When tightening the collet drawbolt with a Tommy bar, be careful not to insert the bar too far into the spindle. Doing so can damage the collet’s taper area. The red arrow in the image below shows an example of this type of damage.