Product Description
The reverse rotary table is perfect for using on the tilting angle table. The reverse mount allows access to the handwheel from the front of the machine (see photo below). If you used a standard rotary table in the previously described set-up, the handwheel would be mounted facing the backside of the X-axis.
NOTE: When the worm housing is reversed to the opposite side, a clockwise rotation of the handwheel or stepper motor will result in a counter-clockwise rotation of the rotary table.

The Nickel-Teflon plating came about after requests from our laser engraving customers. They wanted a rotary table that had a larger through-hole to which you could mount our chucks.
This version of the Sherline rotary table has a Nickel-Teflon plating on the tabletop because it was designed to be used in an everyday production environment. This gives the table a rust-resistant surface that is hard and has added lubrication qualities.
NOTE: The rotary table “TOP” is the only part of the rotary table assembly that has nickel-Teflon plating.
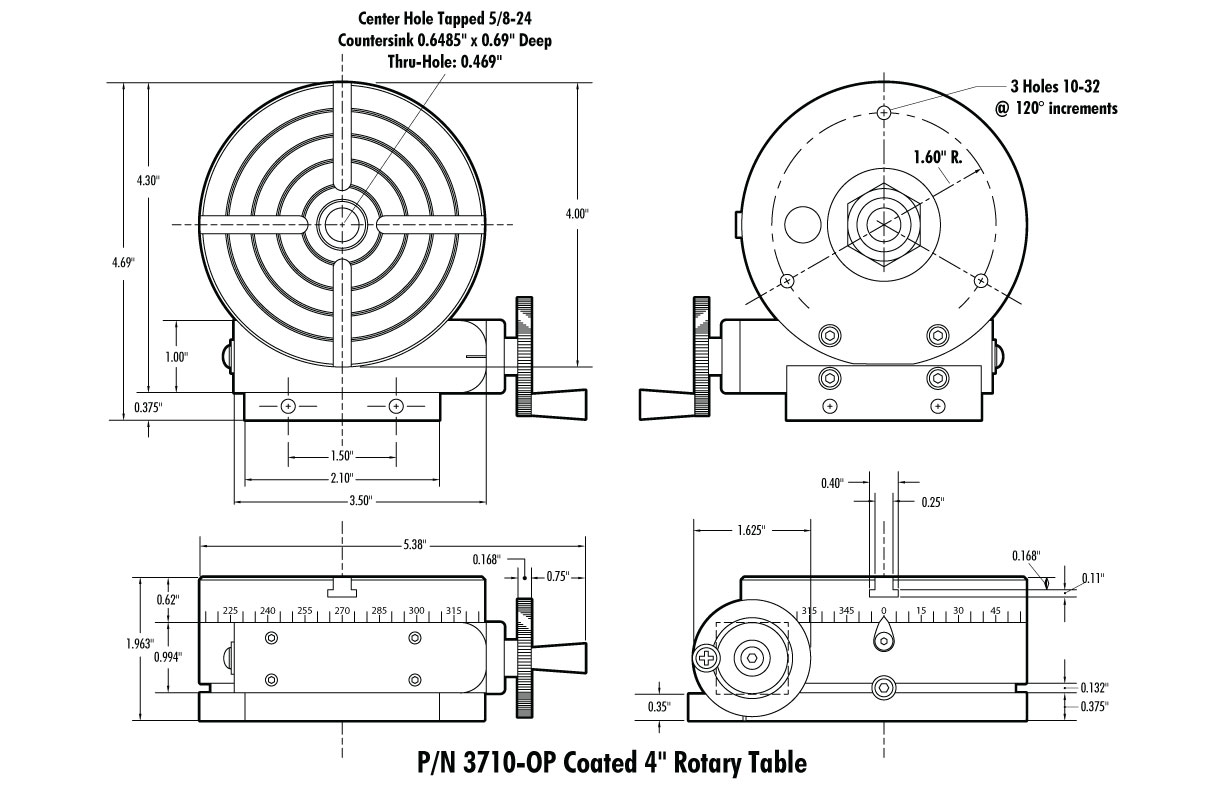
The table is 2″ high and 4″ (100mm) in diameter. The main components have been machined from solid bar stock steel, and the complete unit weighs seven pounds. The table has been engraved with a laser, giving sharp and precise lines every 5°, numbered every 15°. These lines are calibrated with the 72-tooth worm gear that is driven by the handwheel or stepper motor. The handwheel is divided into 50 parts, making each line on the handwheel 1/10°. This allows a circle to be divided into 3600 increments without interpolation. Seventy-two revolutions of the handwheel rotate the table one revolution.
For all other details and specifications of this rotary table, see the instructions tab above for P/N 3700 or P/N 3700CNC.
- The through-hole on this rotary table is 15/32″ (.469″)
- The chuck adapter has a 3/4-16 thread for the chuck and a 5/8-24 thread for the rotary table
- There is a .6485″ c’bore at the entrance of the 5/8-24 thread, which is used to locate the adapter concentric to the rotary table (See Figure 1 below)
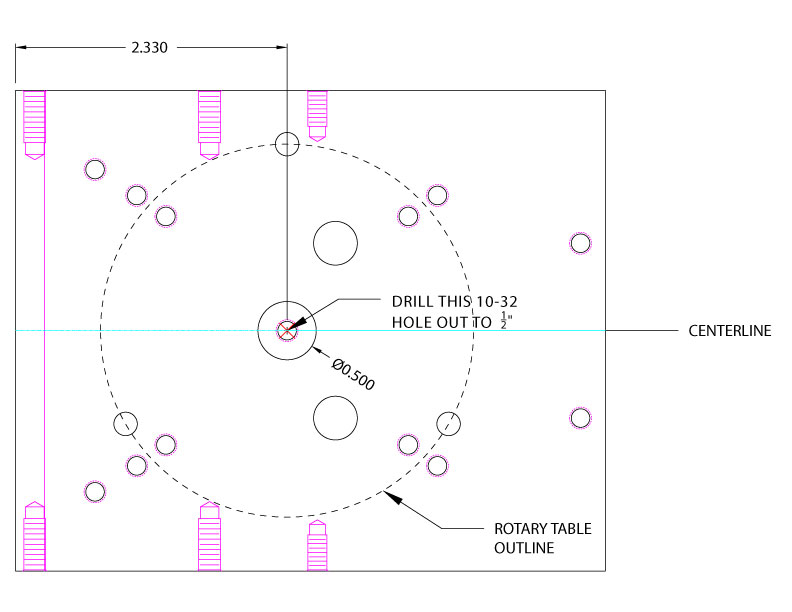
NOTE: To use this rotary table with our Tilting Angle Table (P/N 3750), you will need to drill out the 10-32 center hole to 1/2″ diameter. This will allow the maximum diameter of stock to feed through the rotary table (See Figure 2 below).

Click on the images for a larger view.
Converting a Manual Table to CNC-Ready
NOTE: You can have your manual rotary table upgraded to CNC-ready, but this is done as a factory-only replacement. You will need to ship your manual rotary table back to our factory for the conversion.
CLICK HERE for details on the conversion process.