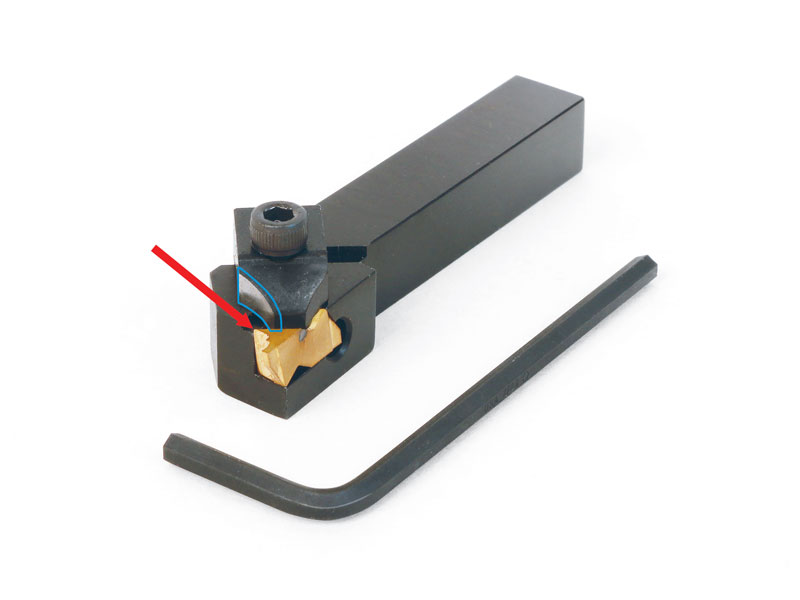
Knurling Tool Holder
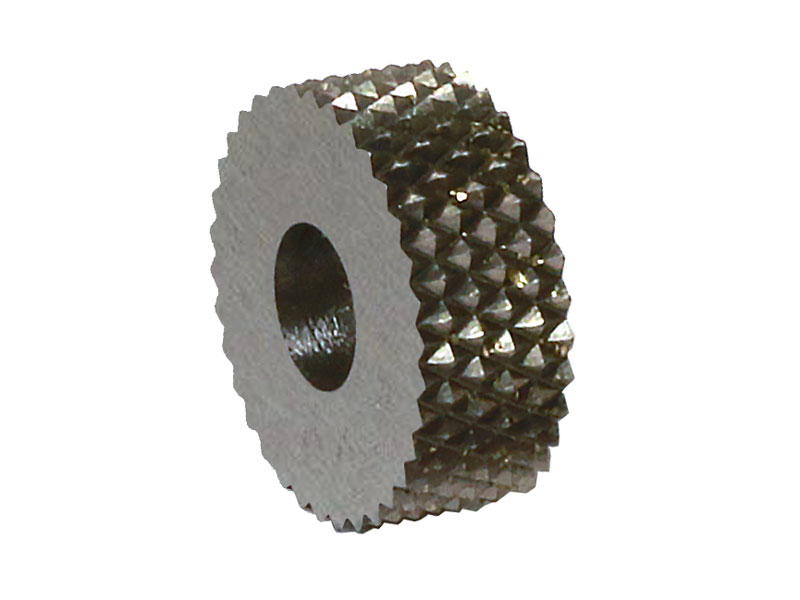
Sherline’s knurling tool adds a professional touch to your parts by embossing knurls into the surface, rather than cutting them. Straight knurls are commonly used on the ends of shafts that will be pressed into other parts, while both straight and diamond knurl patterns are ideal for enhancing grip on handwheels and thumbscrews.
This tool can accommodate diameters up to 1″ (25 mm) and features both right and left sides that evenly clamp down on your part as it’s turned in the lathe, creating a consistent knurled pattern. It comes with one set of spiral knurls that form a diamond pattern.
Additional sizes of knurls for both diamond and straight patterns are also available in the addition knurls tab below.
Note: This knurling tool is not intended for use with riser blocks.
4 interest-free payments of $23 with Affirm. Check your purchasing power