|
|
Always wear safety glasses when operating machine tools. |


Download PDF Using Carbide Inserted Tip Tools Instructions



Image shown is a representation only. Actual product may vary.
Due to the variety of insert types and their cost, the holder is sold separately without inserts, allowing you to select only the specific inserts you need. The holder includes a clamp, 6-32 hold-down screw, and a 7/64″ hex key for secure setup.
We’ve identified a potential issue affecting a small number of our Threading/Grooving Carbide Insert Tool Holders. Specifically, the cutting insert may not be securely clamped in place.
When tightening the clamp, the inside corner of the clamp may contact the step adjacent to the insert pocket, preventing full engagement with the clamping notch on the insert. This was caused by an early in-house clamp design that mistakenly used symmetrical angles on both sides of the clamp nose, rather than the intended asymmetrical design. This issue has since been corrected.
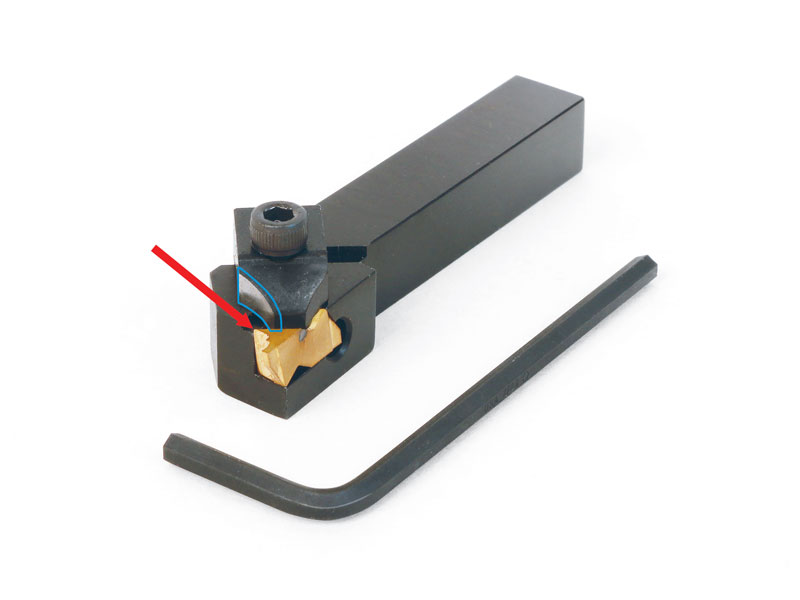
Use a bench grinder or file to slightly grind down the back side of the clamp (see blue circle in the image).
This will allow the clamp tip to clear the step (indicated by the red arrow), ensuring full contact and proper clamping of the insert.
Fewer than a dozen affected clamps were shipped. If you received one of these defective clamps, please contact us immediately. We will replace any faulty clamps free of charge.
⚠️ CAUTION: Chips coming off the carbide inserts can be very HOT! Use extreme caution. Carbide inserts can also shatter. For these reasons, proper protective eyewear and clothing are especially important when using these tools. Materials like tool steel can form long, stringy chips that wrap around the part. Use a chip brush frequently, or pause machining to clear debris. Accumulated chips, especially when hot, can ignite. Keep the area around the cutter clean and free of chip buildup.
-
|
|
Always wear safety glasses when operating machine tools. |
Download PDF Using Carbide Inserted Tip Tools Instructions
| Insert Holder Material | Case Hardened Steel |
|---|---|
| Body Coating | Black Oxide |
Cutting an insert angle for P/N 2267 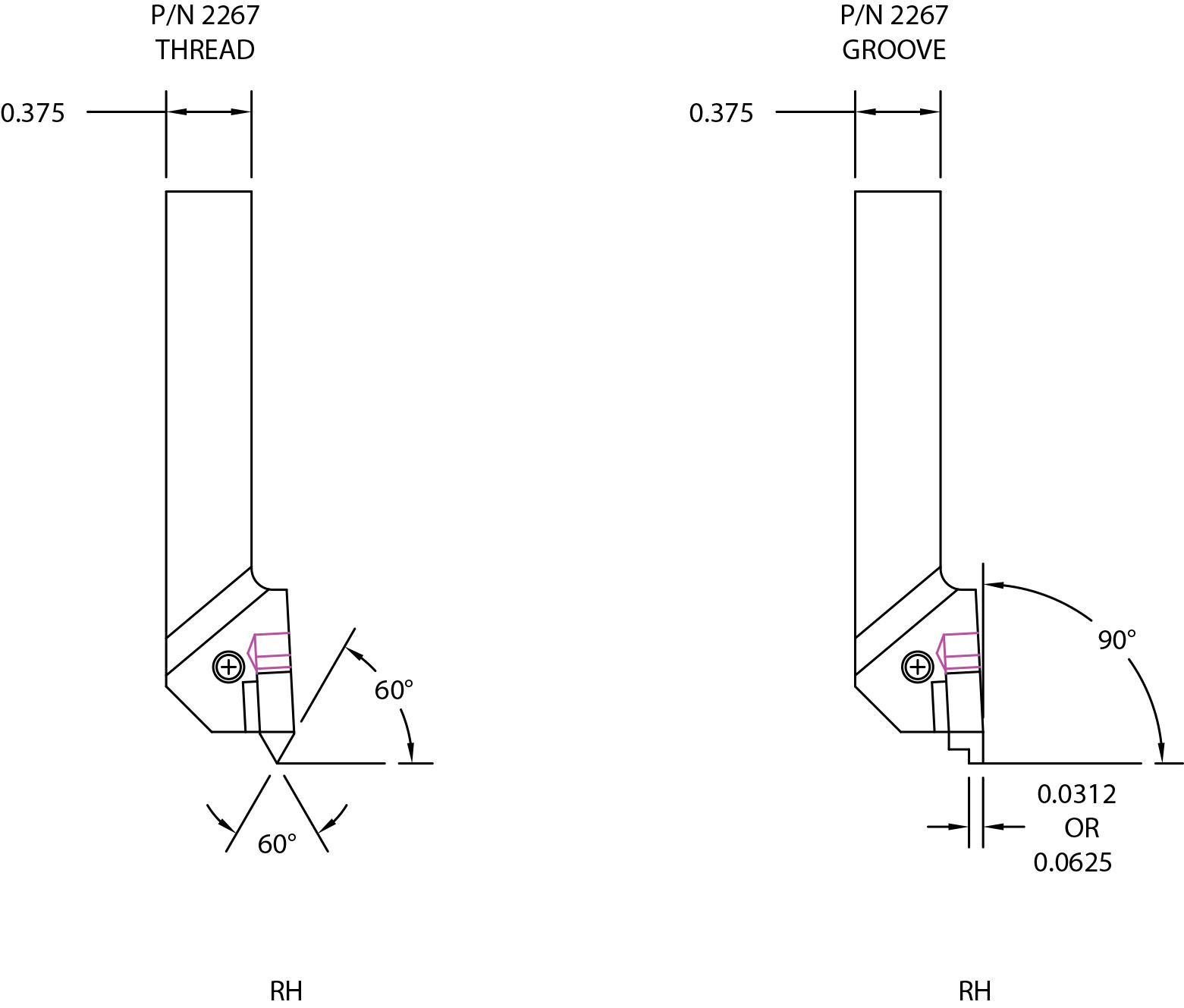

These Carbide inserts are used in the Insert Tool Holder and are used for either threading or grooving.
Thread Cutting

