

|
|
Always wear safety glasses when operating machine tools. |


Download PDF 2266 Instructions



Sherline’s gang-tooling tool post (P/N 5930) was specifically designed for customers converting their Sherline lathe into a chucker-style or gang-tooling lathe. Since most parts produced on a chucker lathe are 1/2″ (13 mm) in diameter or smaller, and the center-to-center spacing on our gang-tooling post is 1.5″ (38 mm), we identified a practical opportunity: our boring bars can double as both boring and outside diameter (O.D.) turning tools.
To support this dual use, we modified our standard boring bars by adding a second locating flat. This allows them to be mounted with the insert face up or face down, providing flexibility for front- or back-side operations. For example, right-hand 80° and 55° boring bars can now be used effectively on either side of the part (see Figure 1).
These 3/8″ diameter boring bars are designed to hold a 2-sided 80° carbide insert, secured with a Torx® screw. Each holder includes an 80° carbide insert and a Torx driver.
Each holder is 3-1/4″ long and can bore to a depth of just over 2″ when secured with two set screws.
Constructed from 1144 Stressproof® steel with a black oxide finish for strength and corrosion resistance.
See instructions below for additional guidance on using two-flat boring bars with gang tooling setups.
Pro Tip: Consider using the boring bar with the insert face down to help reduce chip buildup on the insert during cutting. This orientation can improve chip evacuation and extend insert life.
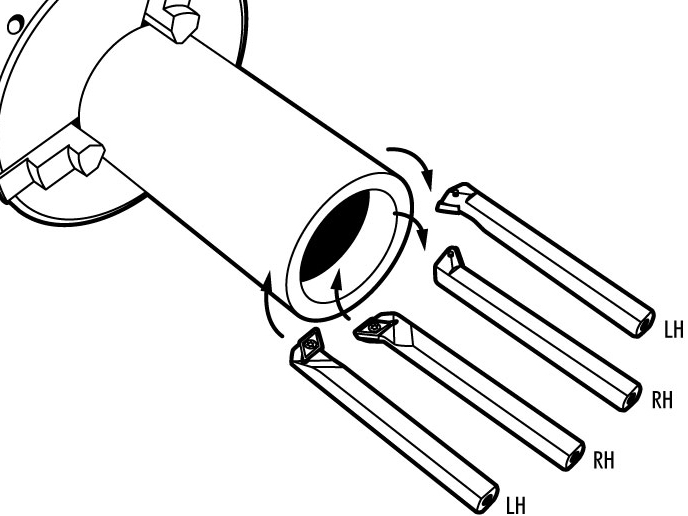
FIGURE 1—55° boring bars used as examples. The left-hand tools are used as turning tools, while the right-hand tools are used as boring tools.
Note: The straight-groove chip breaker shown in some older images is no longer available. Current inserts feature the spider web-style chip breaker as shown here
-
|
|
Always wear safety glasses when operating machine tools. |
Download PDF 2266 Instructions


Sherline's knurling tool adds a professional touch to your parts by embossing knurls into the surface, rather than cutting them. Straight knurls are commonly used on the ends of shafts that will be pressed into other parts, while both straight and diamond knurl patterns are ideal for enhancing grip on handwheels and thumbscrews.
This tool can accommodate diameters up to 1" (25 mm) and features both right and left sides that evenly clamp down on your part as it's turned in the lathe, creating a consistent knurled pattern. It comes with one set of spiral knurls that form a diamond pattern.
Additional sizes of knurls for both diamond and straight patterns are also available in the addition knurls tab below.
Note: This knurling tool is not intended for use with riser blocks.

Due to the variety of insert types and their cost, the holder is sold separately without inserts, allowing you to select only the specific inserts you need. The holder includes a clamp, 6-32 hold-down screw, and a 7/64" hex key for secure setup.
We’ve identified a potential issue affecting a small number of our Threading/Grooving Carbide Insert Tool Holders. Specifically, the cutting insert may not be securely clamped in place.
When tightening the clamp, the inside corner of the clamp may contact the step adjacent to the insert pocket, preventing full engagement with the clamping notch on the insert. This was caused by an early in-house clamp design that mistakenly used symmetrical angles on both sides of the clamp nose, rather than the intended asymmetrical design. This issue has since been corrected.
[caption id="attachment_33596" align="alignright" width="300"]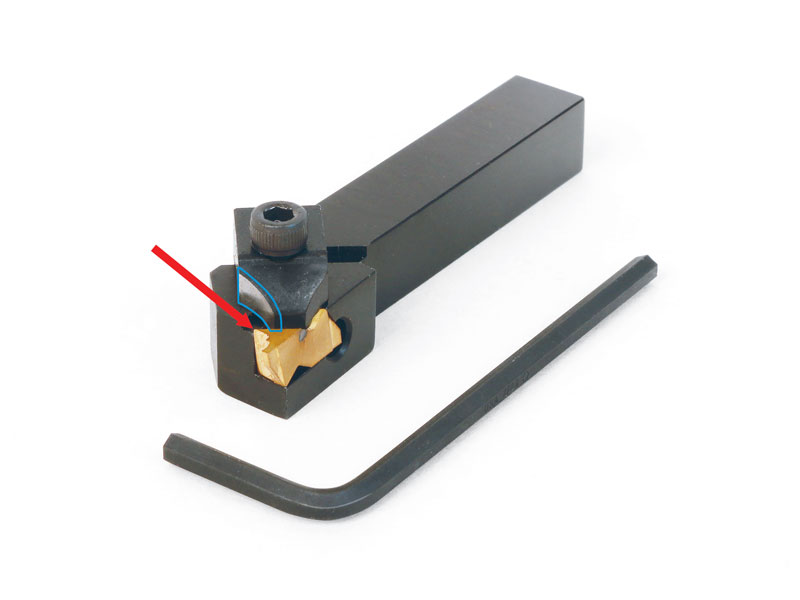 Click on the image for a larger view.[/caption]
Click on the image for a larger view.[/caption]
Use a bench grinder or file to slightly grind down the back side of the clamp (see blue circle in the image).
This will allow the clamp tip to clear the step (indicated by the red arrow), ensuring full contact and proper clamping of the insert.
⚠️ CAUTION: Chips coming off the carbide inserts can be very HOT! Use extreme caution. Carbide inserts can also shatter. For these reasons, proper protective eyewear and clothing are especially important when using these tools. Materials like tool steel can form long, stringy chips that wrap around the part. Use a chip brush frequently, or pause machining to clear debris. Accumulated chips, especially when hot, can ignite. Keep the area around the cutter clean and free of chip buildup.
